Сектор облицьованого профілю стає все більш конкурентним, і щоб забезпечити якість виготовлення, потрібно приділяти увагу деяким ключовим аспектам, що стосуються матеріалів, які використовуються, і обладнання для ламінації. Розглянемо деякі з них.
Вибір матеріалу.
Недостатньо мати якісні складові, важливо вміти правильно їх поєднувати. Наприклад, плівку для обкутування вибирають з урахуванням геометрії профілю, вона повинна бути сумісною з клеєм, який використовують. Клеї HMPUR вибирають, орієнтуючись на необхідний кінцевий результат, наприклад, стійкість до впливу тепла, вологи і розчинників.
ТАКА – ідеальний клей
На основі досвіду та ноу-хау лідера з виробництва клеїв для зовнішнього застосування народилося кілька рішень, спрямованих на забезпечення найбільшої стійкості і простоти в застосуванні. Завдяки науково-дослідної лабораторії, висококваліфікованим технічним фахівцям і співпраці з провідними університетами, постійно розроблюються й удосконалюються нові високоефективні клеї ПУР, що відповідають найвищим вимогам за якістю відповідно до сертифікації RAL 716.
Визначившись з матеріалами, потрібно правильно підібрати робочі параметри, такі як попереднє нагрівання профілю, температура нанесення клею (у плавильнику і на головці для нанесення клею), правила очищення головки і плавильника, кількість клею, що наноситься, температура лінії і профілю до притискання, процес притискання і, нарешті, тести, що виконуються на готовому виробі безпосередньо на лінії і після виходу з лінії (контроль якості).
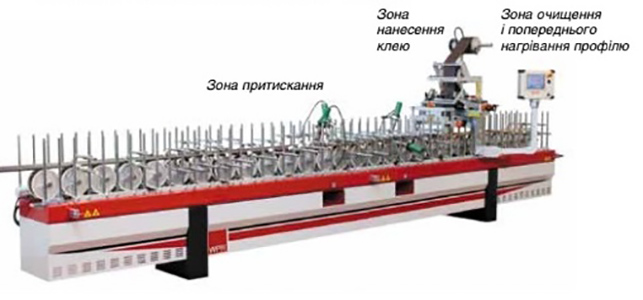
Ці робочі параметри розподіляють лінію обкутування на три основні зони.
-
Зона очищення
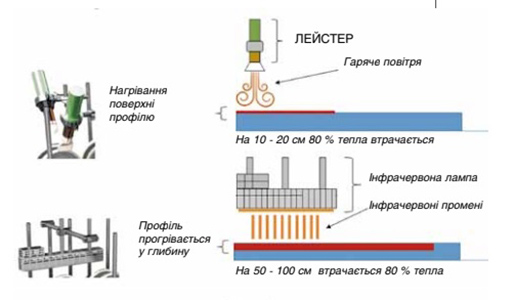
Дуже важливо, щоб профіль був чистим і без пилу. Щоб поліпшити очищення, на початку лінії можна встановити щітки для очищення профілю з відповідною витяжкою. Крім того, до початку наклеювання профіль потрібно попередньо нагріти за допомогою фенів або краще ІЧ-ламп, щоб не було термічного шоку для клею в момент контакту з панеллю або профілем. Ідеальна температура - в діапазоні від 45 до 60°C.
-
Зона нанесення клею
Зона нанесення клею – одна із найважливіших в процесі обкутування, і щоб гарантувати правильне нанесення, потрібно звертати увагу на наступні моменти:
- температура клею HMPUR всередині плавильника повинна бути 100– 140°C (залежно від витрати на годину). Щоб продовжити життєздатність клею, в плавильниках використовують інертний газ (азот) або осушене повітря;
- температура в головці нанесення клею повинна бути близько 140°C, а витрату клею регулюють залежно від типу основи, як зазначено нижче.
|
Матеріал |
Кількість клею |
|
МДФ – ДСП |
40-60 г/м2 |
|
Дерево |
70-90 г /м2 |
При використанні гофрованих плівок потрібно збільшити кількість клею, щоб він рівномірно наносився на плівку. Зазвичай у плавильниках встановлюють нижчу температуру, а на головці нанесення клею – вищу, тим самим збільшуючи стабільність клею у плавильнику (без підвищення в'язкості/ретикуляції).
Важливо час від часу перевіряти фактичну кількість клею, що наноситься на плівку, щоб вона відповідала заданим параметрам. Академія WPR/TAKA надасть поради, як краще налагодити контроль якості процесу.
Іншим важливим моментом є зупинка лінії (наприклад, для переналаштування при зміні профілю) на час, довший за 30-50 хвилин; в цьому випадку потрібно знизити температуру системи до 80°C, тоді підвищується стабільність клею і менше забруднюються плавильник і терморегульований шланг.
Щоб клей наносився рівномірно і без смуг, важливо утримувати в чистоті головку нанесення клею – для цього потрібно її періодично чистити і замінювати фільтр. Після зупинок головку потрібно промити, пустивши клей на 5-10 секунд, щоб видалити застиглий клей на пластинах, а потім пластини очищують жорстким папером або латунним скребком (латунь добре підходить, тому що вона досить тверда, але не пошкоджує пластини головки). Не можна використовувати сталеві або залізні предмети.
-
Зона обкутування (притискання)
Оскільки клей наноситься на плівку, для гарного приклеювання потрібно, щоб клей перейшов на профіль. Для цього дуже важливо, щоб температура нанесеного клею підтримувалася на максимально високому рівні (45-60°C), особливо у зимовий період, коли матеріали холодні і клей охолоджується швидше.
Профіль також слід попередньо нагріти до температури 45-60°C, щоб у момент, коли він зустрінеться з клеєм, були оптимальні теплові умови для проникнення клею всередину мікропор профілю, чим створюється ідеальна довгострокова адгезія.
Щоб забезпечити якісне приклеювання, рекомендується виконувати притискання на лінії, поки температура плівки з клеєм не досягне 38–40°C.
Після обкутування переходимо до етапу оцінки якості склеювання, виконуючи тест на адгезію методом ручного пілінгу через 2-3 хвилини після закінчення процесу.
Цей швидкий тест дозволяє нам, перевіривши когезивний відрив, або на основі волокон основи, що відірвалися, оцінити, чи були дотримані всі параметри при обкутуванні. Якщо все було правильно, то після відриву клей буде знаходитися як на плівці, так і на профілі або на волокнах, що відірвалися від основи.
Якщо дотримуватися цих рекомендацій, можна отримати як фізичну адгезію (яка відбувається безпосередньо на лінії в процесі обкутування), так і хімічну адгезію (ретикуляцію), яка відбувається вже під час зберігання готового продукту на складі. Для ретикуляції клею HMPUR важливо підтримувати правильну температуру при складуванні готових профілів. При температурі нижче 15°C час ретикуляції клею може збільшитися в два рази.
